





01 Зошто загатка
Откако ќе се дизајнира колото, компонентите треба да се постават на линијата за склопување SMT чип. Секоја фабрика за обработка на SMT ќе ја специфицира најсоодветната големина на колото според барањата за обработка на склопната линија. На пример, големината е премала или преголема, а линијата за склопување е фиксирана. Алатката на колото не може да се поправи.
Тогаш се поставува прашањето, што ако самата големина на нашата плочка е помала од големината дадена од фабриката? Односно, треба да составиме плочка и да собереме повеќе табли во цело парче. Наметнувањето може значително да ја подобри ефикасноста и за машините за поставување со голема брзина и за лемење со бранови.
02 Опис на загатка
○ Димензии
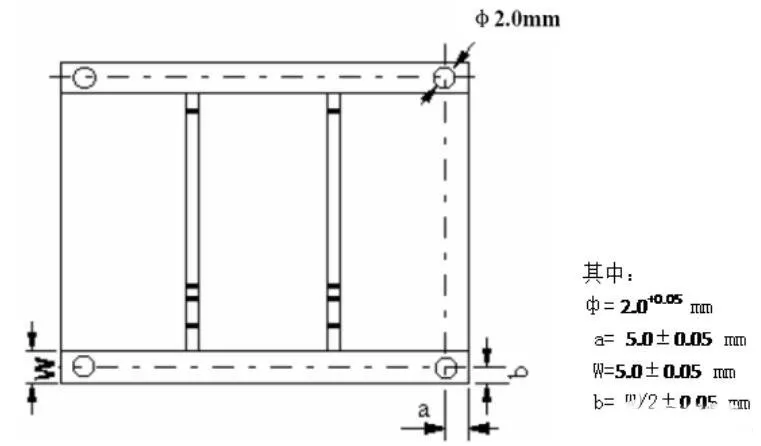
а. За погодност при обработката, аголот на фурнирската плоча или работ на занаетчиството треба да биде заоблен од тип R. Општо земено, дијаметарот на заоблениот агол е Φ5.
б. Кога големината на плочата е помала од 100 mm × 70 mm, ПХБ треба да се состави (види Слика 3.1).
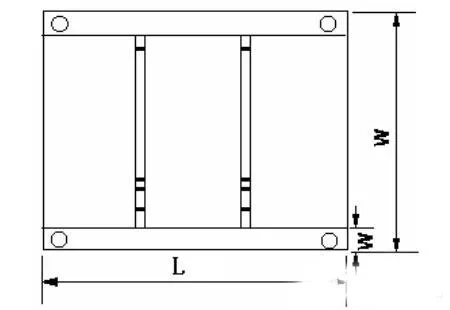
Барања за димензии на сложувалката:
Должина L: 100 mm ~ 400 mm
Ширина Ш: 70мм ~ 400мм
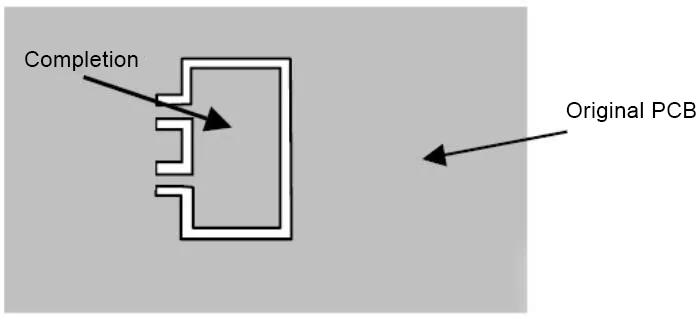
○ Неправилна ПХБ
ПХБ со неправилни форми и без жици треба да имаат занаетчиски рабови. Ако ПХБ има дупки со големина поголема или еднаква на 5mm × 5mm, дупките мора да се завршат за време на дизајнот за да се избегне лемење и деформација на плочата за време на лемењето. Дополнителниот дел и оригиналниот дел од ПХБ треба да бидат на едната страна Поврзете го и извадете го по лемењето со бранови (види Слика 3.2)
Кога врската помеѓу процесниот раб и ПХБ е жлеб во форма на V, растојанието помеѓу надворешниот раб на уредот и жлебот во облик на V е ≥2mm; кога врската помеѓу процесниот раб и ПХБ е дупка за печат, уредите и линиите не смеат да се наредат во рок од 2 mm околу дупката за печат.
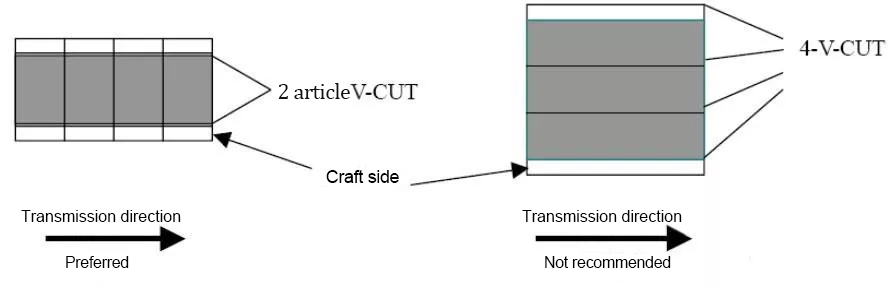
○ Загатка
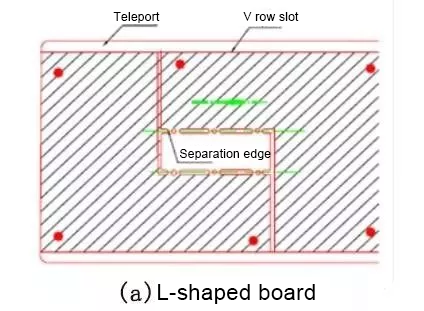
Насоката на сложувалка треба да биде дизајнирана паралелно со насоката на преносниот раб. Кога големината не може да ги исполни горенаведените барања за големината на наметнувањето, исклучок е. Генерално бара „V-CUT“ или број на линии за дупки за печат ≤ 3 (освен за тенки фурнири), видете Слика 3.4
За таблата со посебен облик, обрнете внимание на врската помеѓу таблата ќерка и таблата ќерка и обидете се да ја направите врската на секој чекор одвоен на линија, како што е прикажано на слика 3.5.
03 pcb сложувалка првите десет прашања на кои им треба внимание
Во нормални околности, производството на ПХБ ќе се нарече таканаречена операција на панелизација (панелизација), целта е да се зголеми производната ефикасност на производната линија SMT, потоа ПХБ ПХБ, на кои детали треба да обрнеме внимание? Ајде да погледнеме заедно.
1. Надворешната рамка (работ за стегање) на сложувалката ПХБ треба да усвои дизајн на затворена јамка за да се осигура дека сложувалката ПХБ нема да се деформира откако ќе се зацврсти на прицврстувачот.
2. Обликот на сложувалката ПХБ е што е можно поблиску до квадрат. Се препорачува да се користат 2 × 2, 3 × 3,….
3. Ширина на ПХБ панел ≤260мм (линија SIEMENS) или ≤300мм (линија FUJI); ако е потребно автоматско издавање, ширина на плочата на ПХБ × должина≤125мм × 180мм.
4. Секоја мала плоча во сложувалката ПХБ мора да има најмалку три отвори за позиционирање, 3 ≤ отвор ≤ 6 mm, жици или крпење не се дозволени во рок од 1 mm од отворите за позиционирање на рабовите.
5. Централното растојание помеѓу малите плочи е контролирано помеѓу 75mm ~ 145mm.
6. Кога ја поставувате референтната точка за позиционирање, обично оставајте област без лемење 1,5 mm поголема од точката за позиционирање.
7. Не треба да има големи уреди или испакнати уреди во близина на точките за поврзување помеѓу надворешната рамка на сложувалката и внатрешната мала табла, и помеѓу малата табла и малата табла, и треба да има повеќе од 0,5 mm простор помеѓу рабовите на компонентите и ПХБ За да се осигурате дека алатот за сечење работи нормално.
8. На четирите агли на надворешната рамка на панелот се отвораат четири дупки за позиционирање, а дијаметарот на дупката е 4mm ± 0,01mm; јачината на дупката мора да биде умерена за да се осигура дека нема да се скрши за време на горните и долните плочи. .
9. Референтните симболи што се користат за позиционирање на ПХБ и позиционирање на уредот со фин тон. Во принцип, QFP со чекор помал од 0,65 mm треба да се постават на нивните дијагонални позиции; референтните симболи за позиционирање што се користат за наметнување на ќерките плочи на ПХБ треба да се спарат Користете, поставете ги дијагонално на елементот за позиционирање.
10. Големите компоненти треба да имаат столбови за позиционирање или дупки за позиционирање, фокусирајќи се на интерфејсот I/O, микрофон, интерфејс за батерија, микропрекинувач, интерфејс за слушалки, мотор итн.